- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

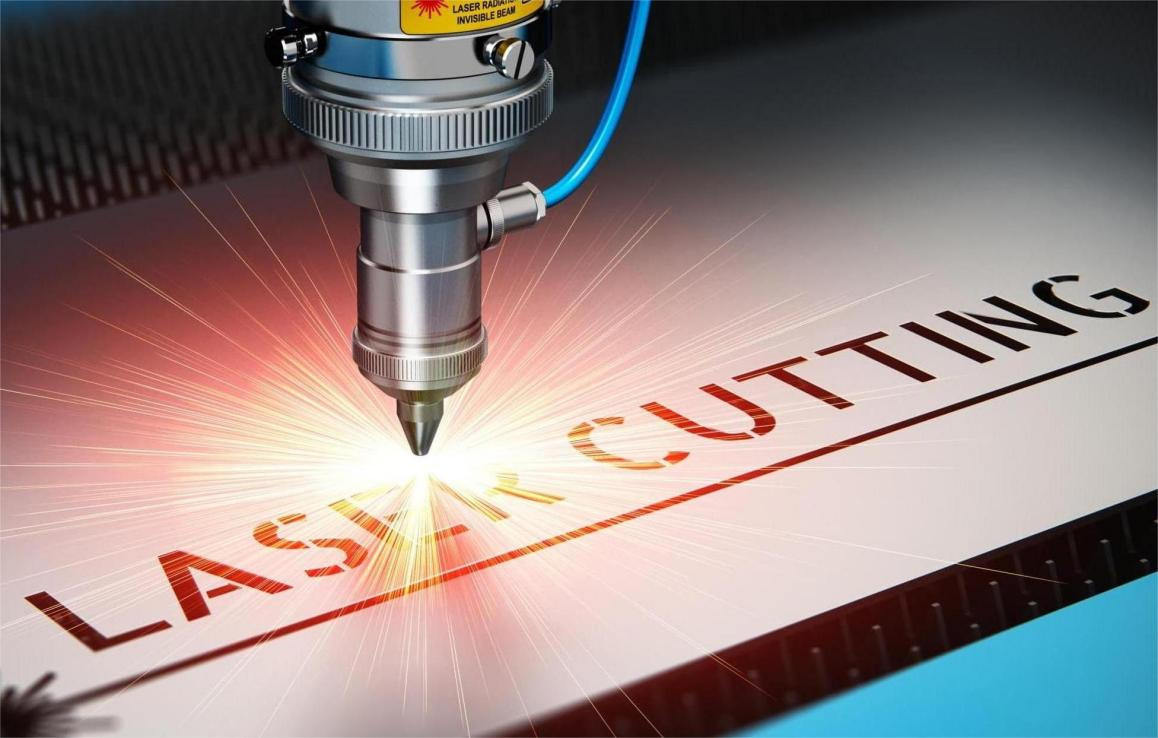
Лазерлік кесу қалай жұмыс істейді?
2023-01-05
Лазерлік кесу сәулені немесе материалды бағыттау үшін оптика және компьютерлік сандық басқару (CNC) арқылы бағытталған жоғары қуатты лазерді пайдаланады. Әдетте, процесс материалға кесілетін үлгінің CNC немесе G-кодын орындау үшін қозғалысты басқару жүйесін пайдаланады. Фокусталған лазер сәулесі күйіп кетеді, балқиды, буланады немесе газ ағынымен ұшып кетеді, бұл беттің жоғары сапалы өңделген жиегін қалдырады.
Лазер сәулесі жабық контейнердегі электр разрядтары немесе шамдар арқылы лазерлік материалдарды ынталандыру арқылы жасалады. Лазингтік материал оның энергиясы когерентті монохроматикалық жарық ағыны ретінде шығу үшін жеткілікті болғанша ішінара айна арқылы шағылыстыру арқылы күшейтіледі. Бұл жарық сәулені оны күшейтетін линза арқылы бағыттайтын айналар немесе талшықты оптика арқылы жұмыс аймағына бағытталған.
Ең тар нүктеде лазер сәулесінің диаметрі әдетте 0,0125 дюймден (0,32 мм) төмен болады, бірақ материалдың қалыңдығына байланысты 0,004 дюйм (0,10 мм) ені аз болуы мүмкін.
Лазерлік кесу процесін материалдың шетінен басқа кез келген жерден бастау қажет болған жағдайда, жоғары қуатты импульстік лазер материалда тесік жасайды, мысалы, 0,5 дюймді жағу үшін 5-15 секунд қажет болатын пирсинг процесі қолданылады. -қалың (13 мм) баспайтын болаттан жасалған парақ.
SUNNA жоғары сапалы лазерлік кесу машиналарының кең ауқымын жақсы бағамен ұсынады және сіздің сұрауыңызды күтеді.