- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

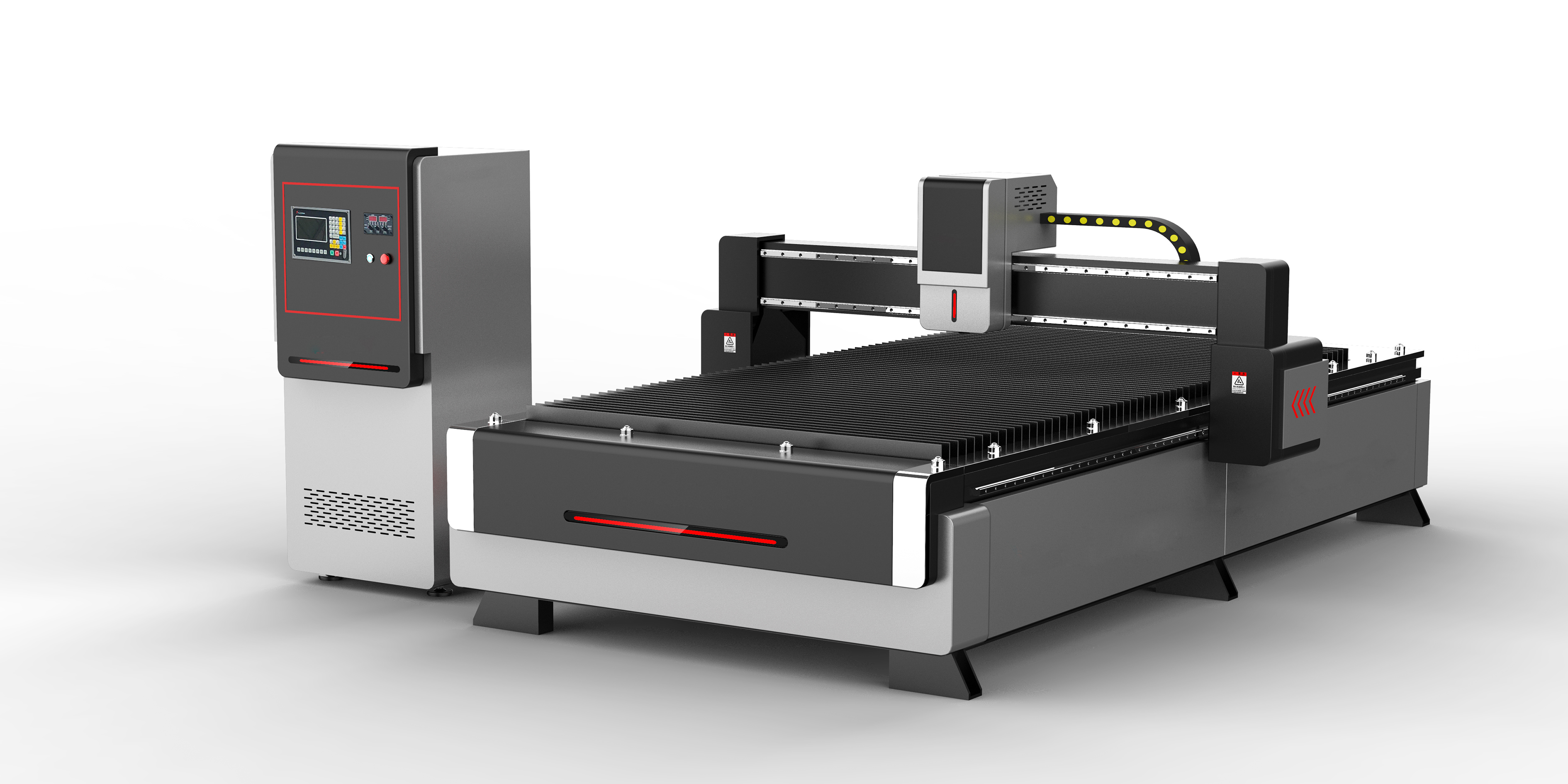
Талшықты лазерлік кесу машинасының кесу сапасының стандарттары қандай?
2023-05-06
Талшықты лазерлік кесу машинасы металды кескенде, қандай стандарт білікті болып саналады? SUNNA INTL келесі 6 бағалау критерийін білуіңіз керек екенін еске салады!
Біріншіден, кесу деформациясының дәрежесі. Металды кесетін лазерлік кескіш машинада металл жабдықтың жергілікті температурасы жоғарылайды, бұл көбінесе дайындаманың жергілікті деформациясына әкеледі. Жалпы айтқанда, деформация аз, кесу сапасы жоғары; деформациясы үлкен, кесу сапасы нашар. Лазер қуатын басқару және қысқа лазерлік импульстарды пайдалану деформацияны болдырмау үшін бөліктің қызуын азайтуы мүмкін.
Екіншіден, кесілген дайындаманың кедір-бұдырлығы. Дайындаманы лазермен кесу, әдетте тік кесу, сонымен қатар қиғаш кесу. Кесуден кейінгі көлденең қиманың текстурасы, текстураның тереңдігі негізінен кесілген беттің кедір-бұдырлығын анықтайды. Текстура неғұрлым терең болса, кесу неғұрлым өрескел болса, кесу сапасы соғұрлым нашар болады; құрылымы неғұрлым таяз болса, кесу неғұрлым тегіс болса, кесу сапасы соғұрлым жоғары болады!
Үшіншіден, кесу бетінің вертикальдылығы. Жалпы айтқанда, лазерлік кесу металл қалыңдығы 10 мм-ден астам, кесу бетінің перпендикулярлығы өте маңызды. Фокустық нүктеден алыстаған сайын лазер сәулесі алшақтайды және фокус нүктесінің орналасуына байланысты кесу жоғарғы немесе төменгі жағына қарай кеңейеді. Кесу жиегі тік сызықтан миллиметрдің жүзден бірнеше бөлігіне ауытқиды. Жиегі неғұрлым тік болса, кесудің сапасы соғұрлым жоғары болады. Керісінше, сапасы нашар!
Төртіншіден, кесілген дайындаманың ені. Жалпы айтқанда, кесу ені профильдің ең төменгі ішкі диаметрін анықтайды. Парақтың қалыңдығы ұлғайған кезде кесу ені де артады. Сондықтан жоғары сапалы лазерлік кескіш машина бірдей жоғары дәлдікті қамтамасыз етуі керек. Керфтің ені қаншалықты үлкен болса да, дайындама лазерлік кескіш машинаның өңдеу аймағында болғанда тұрақты болуы керек.
Бесіншіден, кесетін дайындаманың бұралу дәрежесі. Дайындаманы кесетін жоғары сапалы лазерлік кескіш машина тегіс және қаңылтырсыз болуы керек. Көбірек қаңылтырлар қолмен қайталама тегістеуді қажет етеді, бұл кесу құнын арттырады және лазерлік кесу машинасының сапасын анықтайды.
Алтыншыдан, кесетін дайындаманың құрылымы. Лазерлік газ кескіш қалың пластиналарды жоғары жылдамдықпен кескенде, балқытылған металл тік лазер сәулесінің астындағы керфте пайда болмайды, бірақ лазер сәулесінің артында лақтырылады. Нәтижесінде кесілген жиектер қозғалатын лазер сәулесін мұқият қадағалайтын қисық сызықтарды құрайды. Жоғары сапалы лазерлік кескіш кесу процесінің соңында беру жылдамдығын азайтады, бұл сызықтардың пайда болуын айтарлықтай жояды.